











Espace bureaux
Le processus de production des éléments commence
bien avant que les matériaux ne soient traités
par les machines : dès la phase de devis,
les départements techniques/commerciaux
des secteurs de la distribution et de l'hôtellerie
conçoivent les éléments dans le but d'optimiser
la phase de production ultérieure.
Les départements technico-commerciaux des secteurs
Retail et de l'Hôtellerie conçoivent les éléments dans
le but d'optimiser la phase de production ultérieure.
Dans une deuxième phase, lorsque l'opportunité
devient une commande, la zone dite "Opération",
qui regroupe les départements Technique/Exécutif,
Commandes et Ventes, dessine les éléments dans le
but d'optimiser la phase de production suivante.
Le service Technique/Exécutif, Commandes/Districts
et Planification de la production, prépare,
dans les moindres détails, les dessins et les informations
pour le processus de production.
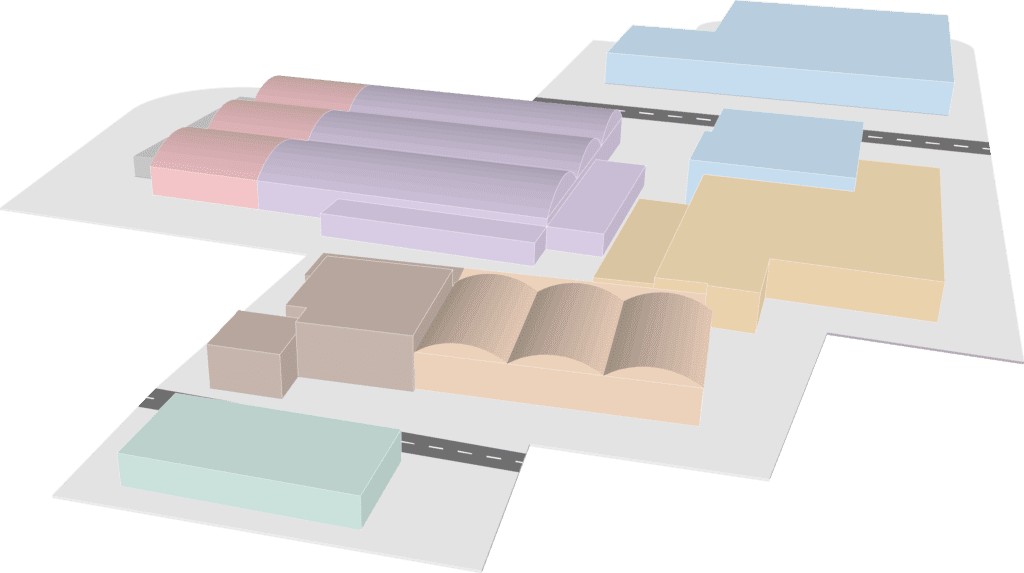
Charpenterie
5.500 MQ - Ligne de calibrage et d'équarrissage des panneaux
La production des éléments dans nos installations de production
commence par l'enlèvement, à la main ou à la machine,
du panneau "semi-fini". Au cours de la première étape,
le produit semi-fini est coupé et façonné dans les dimensions
et formes appropriées, puis il est bordé (c'est-à-dire qu'un bord
en plastique ou en bois lui est appliqué) et enfin stocké.
Les éléments sont alors prêts, équarris et façonnés aux bonnes
dimensions finales, pour passer à l'étape suivante.
Menuiserie
5.500 MQ - Centres d'usinage
Dans cette phase, les éléments, préalablement préparés
par la ligne de calibrage et de placage de chants, sont
prélevés et percés en fonction des caractéristiques
spécifiques finales que l'élément doit avoir
(trous pour charnières, évidements, etc.).
Au cours de cette phase, on procède également
au placage des chants des éléments
aux formes courbes et façonnées.
Métalmécanique
4000 MQ - Travail des métaux
Le traitement des composants métalliques a lieu dans
une zone spécialement dédiée de 9 000 mètres carrés.
Dans cette phase, les éléments en tôle, les profilés
en aluminium et l'acier inoxydable sont traités et,
dans une phase ultérieure, ils sont assemblés avec
les éléments en bois précédemment traités dans
la menuiserie, puis emballés et expédiés.
Assemblée
4.200 MQ
Cette phase est consacrée uniquement aux éléments
qui sont expédiés déjà assemblés. L'assemblage peut
se faire de deux manières : dans le cas des éléments dont
la géométrie et les dimensions le permettent
(par exemple, les corps et les éléments muraux de cuisine ),
l'assemblage se fait à l'aide d'une machine appelée
"ligne de serrage". Tous les éléments qui, en raison de leur
taille ou de leur forme, ne peuvent pas être assemblés
à l'aide d'une machine (par exemple, la ligne de caisse
d'un supermarché ou la chambre maquettes d'un hôtel)
sont assemblés manuellement par quatre opérateurs.
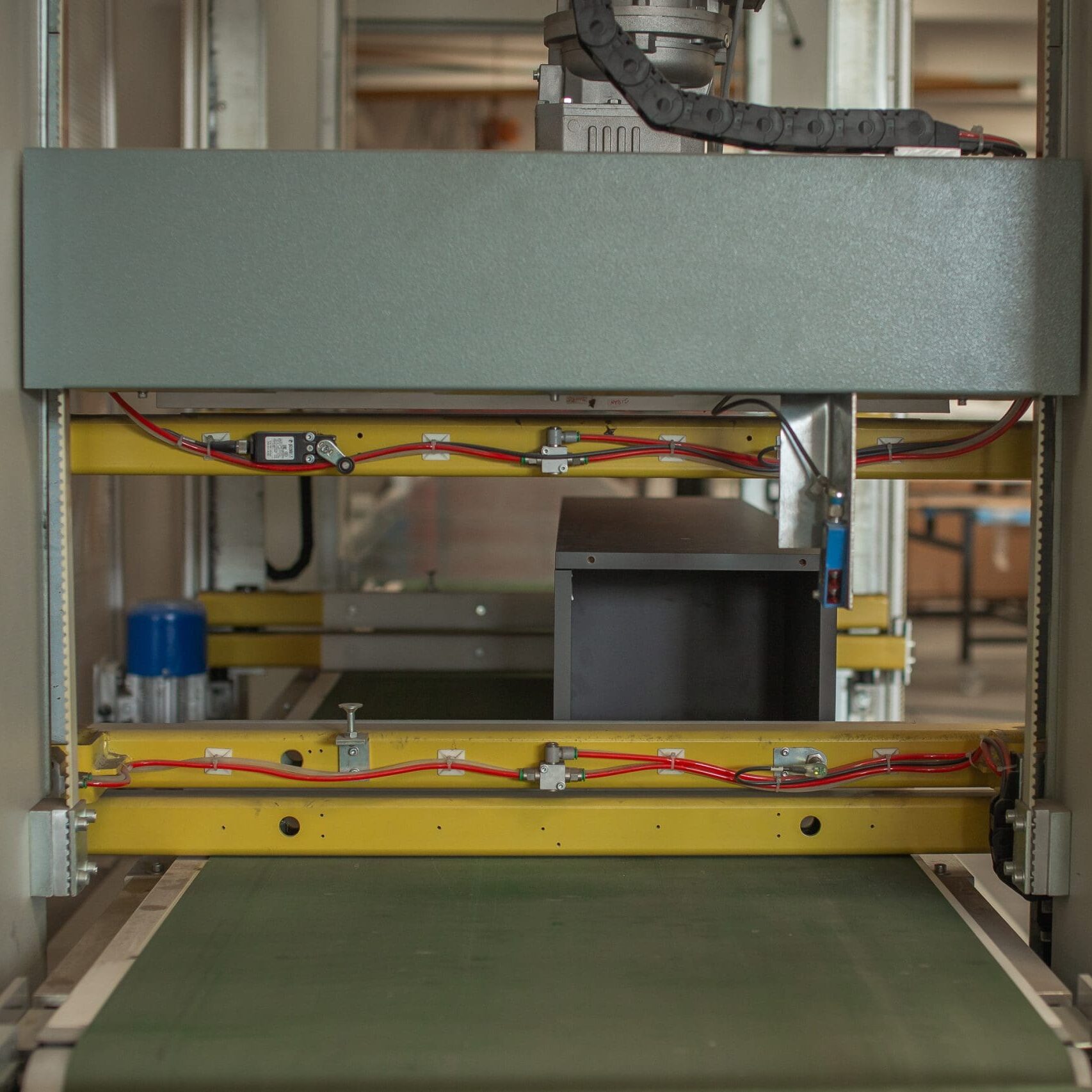
Emballage
5.200 MQ
Dans cette phase, les articles sont divisés sur la base
de codes-barres, par taille et par type. Ils sont ensuite emballés,
étiquetés et déchargés dans le « quai de chargement »
approprié (zone où les camions chargent les marchandises
pour le transport). Les machines qui composent la ligne
d'emballage travaillent pour des colis égaux ou inférieurs
à 100x220x45cm, les colis plus grands étant emballés
manuellement par les opérateurs.
Livraison
5.200 MQ
À l'aide de terminaux, chaque code-barres présent
sur l’étiquette de la palette est vérifié pour sa taille et pesé.
Les palettes sont ensuite chargées et expédiées.
A partir de ce moment commence le processus d'expédition
qui va de l'entreprise au client. Le matériel téléchargé, grâce
au travail effectué précédemment, est traçable.
Le client reçoit la marchandise, divisée par palettes,
avec une liste de tous les éléments par palette.











































Mirco Giovanelli
Gibam Group CEO

Marika Giovanelli
CMO & Chief Gibam Composit Division

Giannandrea Tecchi
Operations Head & Production Manager

Marco Bosio
Executive Secretary

Gianpaolo Giovagnoli
IT Manager

Giulia Ricci
Marketing Dept.

Fabiola Piccini
Marketing Dept.

Susanna Tonelli
HR Human Resources Manager

